Trattamentu di fundazione di u situ
1. Prima di mette a geomembrana HDPE, a basa di stallazione deve esse inspeccionata in modu cumpletu cù i dipartimenti pertinenti.A basa di posa deve esse solidu è pianu.Ùn ci deve esse micca radiche d'arburu, rubble, petre, particeddi di cimentu, capi di rinforzu, chips di vetru è altri detriti chì ponu dannà a geomembrana in a prufundità verticale di 25 mm.Aduprate un compattatore di rota per compattà per caccià i marchi di l'automobile, i pede è i colpi di terra.Inoltre, i bulges di terra più grande di 12 mm anu ancu esse chjappati o compactati.
2. Quandu u geomembrane HDPE hè stallatu nantu à u backfill, a compattezza di u backfill ùn deve esse menu di 95%.
3.A fundazione di u situ ùn deve esse infiltrazione d'acqua, fanghi, stagnamenti, residui organici è sustanzi dannosi chì ponu causà contaminazione ambientale.U cantonu di a basa deve esse liscia.In generale, u so raghju d'arcu ùn deve esse menu di 500 mm.

Requisiti tecnichi per l'installazione di geomembrane HDPE.
1. A stallazione è a saldatura di geomembrana HDPE deve esse realizatu in u tempu induve a temperatura hè sopra à 5 ℃ è a forza di u ventu hè sottu à u Grade 4 senza pioggia o neve.
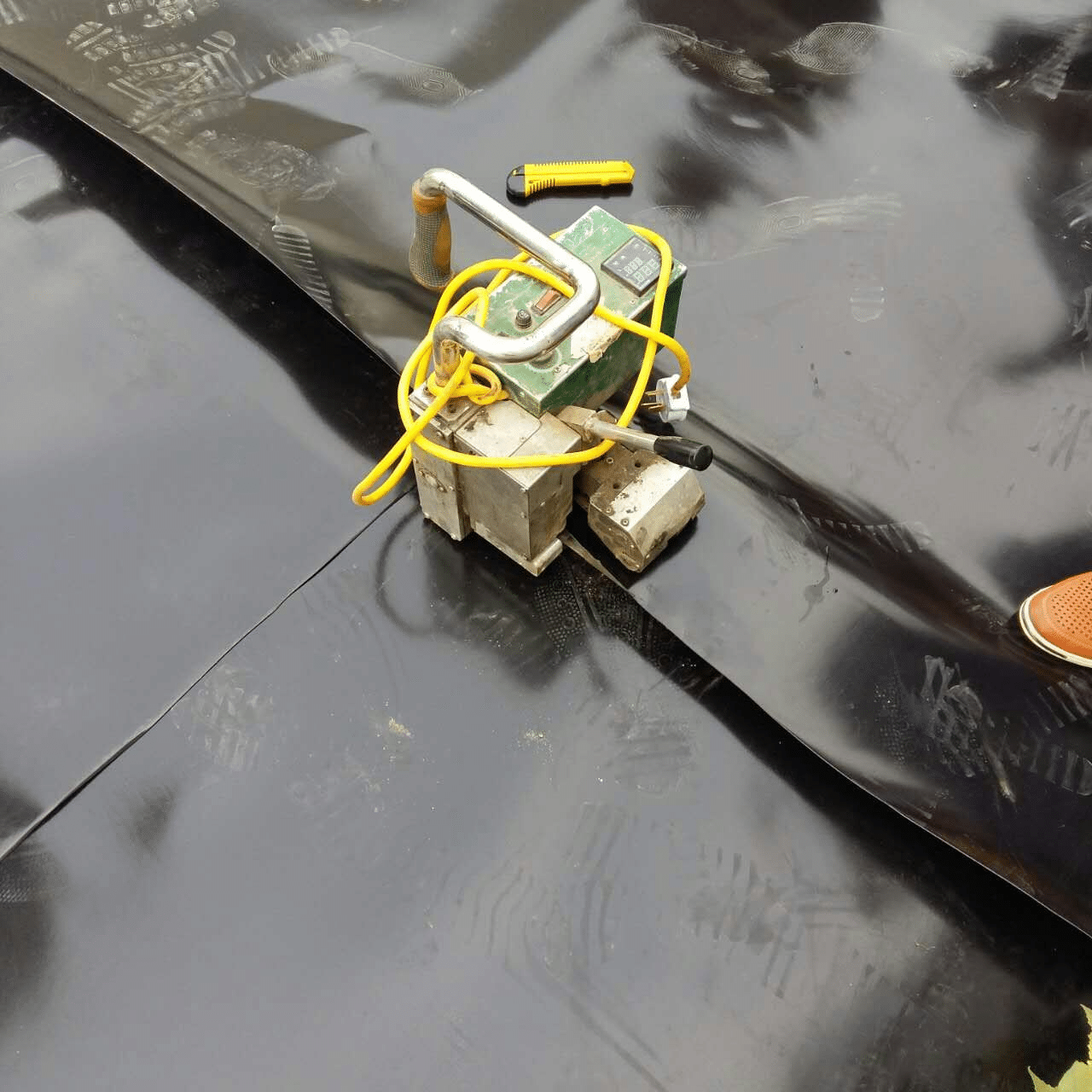
2. U prucessu di custruzzione di a geomembrana HDPE deve esse realizatu in l'ordine seguente: geomembrana posa → lapping welding joints → welding → inspection in situ → repair → re inspection → backfilling.
3. A larghezza di superposizione di e articuli trà e membrane ùn deve esse menu di 80 mm.In generale, a direzzione di l'arrangiamentu cumunu deve esse uguale à a linea di pendenza massima, vale à dì, deve esse disposta longu a direzzione di a pendenza.
4. Durante a stallazione di a geomembrana HDPE, i arrugamenti artificiali anu da esse evitati quantu pussibule.Quandu si mette a geomembrana HDPE, a deformazione di espansione causata da u cambiamentu di temperatura deve esse riservata secondu a variazione di a temperatura locale è i requisiti di prestazione di a geomembrana HDPE.Inoltre, a quantità di espansione di geomembrana deve esse riservata secondu u terrenu di u situ è a posa di geomembrana per adattà à u stabilimentu irregulare di a fundazione.
5. Dopu chì a geomembrana HDPE hè stallata, caminari nantu à a superficia di a membrana è l'arnesi di manipulazione sò minimizzati.L'uggetti chì ponu causà danni à a geomembrana HDPE ùn deve esse posti nantu à a geomembrana o purtate nantu à a geomembrana per evità danni accidentali à a membrana HDPE.
6. Tuttu u persunale in u situ di custruzzione di film HDPE ùn deve micca fumà, purtassi scarpi cù unghie o scarpi duru di tacchi alti per marchjà nantu à a superficia di a film, o impegnà in ogni attività chì pò dannà u film impermeable.
7. Dopu chì a geomembrana HDPE hè stallata è prima chì a capa protettiva hè coperta, un saccu di sabbia di 20-40Kg deve esse piazzatu à l'angulu di a membrana ogni 2-5m per impediscenu chì a geomembrana ùn sia soffiata da u ventu.
8. A geomembrana HDPE deve esse naturali è vicinu à a capa di sustegnu, è ùn deve esse plegata o suspesa in l'aria.
9. Quandu a geomembrana hè custruita in rùbbriche, a capa superiore deve esse cuperta in u tempu dopu a pusizioni, è u tempu espostu in l'aria ùn deve esse più di 30 ghjorni.
L'ancorazione di a geomembrana HDPE deve esse realizatu secondu u disignu.In i lochi cù terreni cumplessi in u prugettu, l'unità di custruzzione prupone altri metudi di ancoraggio, chì deve esse realizatu dopu avè ottenutu l'accunsentu di l'unità di cuncepimentu è di l'unità di surviglianza.

Requisiti di saldatura di geomembrana HDPE:
1. A superficia sovrapposta di a saldatura di geomembrana HDPE deve esse libera di terra, sabbia, acqua (cumpresa rugiada) è altre impurità chì afectanu a qualità di saldatura, è deve esse pulita durante a saldatura.
2. À u principiu di saldatura ogni ghjornu (in a matina è dopu a pausa di pranzu), a saldatura di teste deve esse realizatu in u situ prima, è a saldatura formale pò esse realizatu solu dopu chì hè qualificatu.
3. U geomembrane HDPE deve esse welded da doppia pista hot-melt welding machine, è a saldatura extrusion o saldatura pistole aria calda deve esse usata solu in i lochi induve a riparazione, cupertura o saldatura hot-melt machine ùn pò ghjunghje sin'à.
4. Durante a custruzzione, a temperatura di u travagliu è a vitezza di a saldatura deve esse aghjustata è cuntrullata in ogni mumentu secondu a temperatura è e proprietà di u materiale.
Film 5.HDPE à a saldatura deve esse saldata cum'è un sanu, è ùn ci sarà micca saldatura falza, saldatura mancante o saldatura eccessiva.I dui strati cunnessi di geomembrana HDPE deve esse lappati pianu è dolce.
U cuntrollu di qualità di saldatura
Cù u prugressu di a custruzzione, hè necessariu di verificà a qualità di saldatura di film HDPE in u tempu, è riparà a saldatura cù una pistola d'aria calda o una pistola di saldatura plastica in ogni mumentu per a saldatura mancante è i pezzi di saldatura difettu.I metudi specifichi sò i seguenti:
1.L'ispezione hè realizata in trè passi, vale à dì l'ispezione visuale, l'ispezione di inflazione è a prova di danni.
2. Ispezione visuale: verificate se e duie saldature sò piatte, chjare, senza arrughe, trasparenti, senza scorie, bolle, puntu di fuga, puntu di fusione o cordone di saldatura.
L'ispezione visuale hè principarmenti per inspeccionà cù cura l'aspettu di a geomembrana disposta, a qualità di saldatura, a saldatura in forma di T, i detriti di sustrato, etc. Tutti i persunali di a custruzzione duveranu fà stu travagliu in tutti i prucessi di custruzzione.
3. In più di l'ispezione visuale, l'ispezione di vacuum deve esse aduttatu per a strettezza di tutte e saldatura, è l'autoispezione deve esse rinfurzata per e parti chì ùn ponu micca esse inspeccionate da u vacuum.
4. A forza di l'inflazione rilevata da a pressione di l'inflazione hè 0.25Mpa, è ùn ci hè micca fuga d'aria per 2 minuti.Cunsiderendu chì u materiale in spirale hè morbidu è faciule da deformà, a caduta di pressione permessa hè di 20%
5. Quandu si cunducenu a prova di tensione nantu à a mostra presa da a saldatura doppia rail, u standard hè chì a saldatura ùn hè micca strappata, ma a mamma hè strappata è dannata durante e teste di scorcia è di cisura.À questu tempu, a saldatura hè qualificata.Se a mostra ùn hè micca qualificata, un secondu pezzu deve esse pigliatu da a saldatura originale.Se trè pezzi ùn sò micca qualificati, a saldatura sana deve esse ripresa.
6. I campioni chì passanu a prova sò sottumessi à u Pruprietariu, u Cuntrattu Generale è l'unità pertinenti per u schedariu.
7. I difetti truvati in l'ispezione visuale, a rilevazione di l'inflazione è a prova di danni sò riparati in tempu.Quelli chì ùn ponu esse riparati immediatamente seranu marcati per impedisce l'omissione durante a riparazione.
8. In l'ispezione di l'apparenza, in casu di difetti, cum'è i buchi nantu à a superficia di a membrana è a saldatura mancante, a saldatura difettu è i danni durante a saldatura, u metallu di basa frescu deve esse usatu per riparà in u tempu, è ogni latu di a cicatrice riparata deve esse più di u. parte dannata da 10-20 cm.Fate dischi.
9. Per a saldatura riparata, l'ispezione visuale detallata deve esse realizata in generale, è a liberazione deve esse realizatu dopu chì a riparazione hè cunfirmata per esse affidabile.
Tempu di Postu: Dec-14-2022